
Conformément à la directive RoHS de l'UE (directive du Parlement européen et du Conseil de l'Union européenne relative à la restriction de l'utilisation de certaines substances dangereuses dans les équipements électriques et électroniques), la directive exige l'interdiction sur le marché de l'UE de vendre des produits électroniques et électroniques. les équipements électriques contenant six substances dangereuses comme le plomb comme procédé de « fabrication verte » sans plomb qui est devenu une tendance de développement irréversible depuis le 1er juillet 2006.
Cela fait plus de deux ans que le procédé sans plomb est lancé dès la phase de préparation.De nombreux fabricants de produits électroniques en Chine ont accumulé une expérience précieuse dans la transition active du brasage sans plomb au brasage sans plomb.Maintenant que le processus sans plomb devient de plus en plus mature, l'objectif de travail de la plupart des fabricants est passé de la simple capacité de mettre en œuvre une production sans plomb à la manière d'améliorer de manière globale le niveau de soudure sans plomb sous divers aspects tels que l'équipement. , matériaux, qualité, processus et consommation d'énergie..
Le processus de brasage par refusion sans plomb est le processus de brasage le plus important dans la technologie actuelle de montage en surface.Il a été largement utilisé dans de nombreuses industries, notamment les téléphones mobiles, les ordinateurs, l’électronique automobile, les circuits de commande et les communications.De plus en plus d'appareils électroniques d'origine sont convertis du montage traversant au montage en surface, et le brasage par refusion remplace le brasage à la vague dans une gamme considérable est une tendance évidente dans l'industrie du soudage.
Alors, quel rôle les équipements de soudage par refusion joueront-ils dans le processus SMT sans plomb de plus en plus mature ?Regardons cela du point de vue de l'ensemble de la gamme de montage en surface SMT :
L'ensemble de la ligne de montage en surface SMT se compose généralement de trois parties : une sérigraphie, une machine de placement et un four de refusion.Pour les machines de placement, par rapport aux machines sans plomb, il n'y a pas de nouvelle exigence concernant l'équipement lui-même ;Pour la machine de sérigraphie, en raison de la légère différence dans les propriétés physiques de la pâte à souder sans plomb et au plomb, certaines exigences d'amélioration sont avancées pour l'équipement lui-même, mais il n'y a pas de changement qualitatif ;Le défi de la pression sans plomb réside précisément dans le four de refusion.
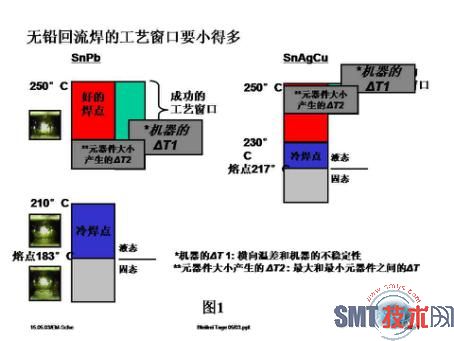
Comme vous le savez tous, le point de fusion de la pâte à souder au plomb (Sn63Pb37) est de 183 degrés.Si vous souhaitez former un bon joint de soudure, vous devez avoir une épaisseur de composés intermétalliques de 0,5 à 3,5 um pendant le soudage.La température de formation des composés intermétalliques est de 10 à 15 degrés supérieure au point de fusion, qui est de 195 à 200 pour le brasage au plomb.degré.La température maximale des composants électroniques d'origine sur le circuit imprimé est généralement de 240 degrés.Par conséquent, pour le brasage au plomb, la fenêtre idéale du processus de soudage est de 195 à 240 degrés.
Le brasage sans plomb a apporté de grands changements au processus de brasage car le point de fusion de la pâte à souder sans plomb a changé.La pâte à souder sans plomb actuellement couramment utilisée est la Sn96Ag0.5Cu3.5 avec un point de fusion de 217 à 221 degrés.Une bonne soudure sans plomb doit également former des composés intermétalliques d'une épaisseur de 0,5 à 3,5 um.La température de formation des composés intermétalliques est également de 10 à 15 degrés supérieure au point de fusion, qui est de 230 à 235 degrés pour le brasage sans plomb.Étant donné que la température maximale des appareils électroniques d'origine à souder sans plomb ne change pas, la fenêtre idéale du processus de soudage pour le brasage sans plomb est de 230 à 240 degrés.
La réduction drastique de la fenêtre de processus a posé de grands défis pour garantir la qualité du soudage, ainsi que des exigences plus élevées en matière de stabilité et de fiabilité des équipements de soudage sans plomb.En raison de la différence de température latérale dans l'équipement lui-même et de la différence de capacité thermique des composants électroniques d'origine pendant le processus de chauffage, la plage de fenêtre du processus de température de soudage qui peut être ajustée dans le contrôle du processus de soudage par refusion sans plomb devient très petite. .C’est la vraie difficulté du brasage par refusion sans plomb.La comparaison spécifique des fenêtres de processus de brasage par refusion sans plomb et sans plomb est illustrée à la figure 1.
En résumé, le four de refusion joue un rôle essentiel dans la qualité du produit final du point de vue de l'ensemble du processus sans plomb.Cependant, du point de vue de l'investissement dans l'ensemble de la ligne de production SMT, l'investissement dans les fours de soudage sans plomb ne représente souvent que 10 à 25 % de l'investissement dans l'ensemble de la ligne SMT.C'est pourquoi de nombreux fabricants d'électronique ont immédiatement remplacé leurs fours de refusion d'origine par des fours de refusion de meilleure qualité après être passés à une production sans plomb.
Heure de publication : 10 août 2020